
Pilot-operated, 平衡滑阀 顺序 安装组件 带 逆流单向阀
Function
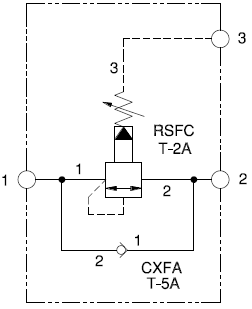
Port Designators [ + ]
| Modifiers | Ports |
| A, A/S | Ports 1 & 2: 1/4" NPTF; Port 3: 1/4" NPTF; |
| B, B/S | Ports 1 & 2: 3/8" NPTF; Port 3: 1/4" NPTF; |
| C, C/S | Ports 1 & 2: 1/2" NPTF; Port 3: 1/4" NPTF; |
| D, D/S | Ports 1 & 2: 3/4" NPTF; Port 3: 1/4" NPTF; |
| I, I/S | Ports 1 & 2: SAE 6; Port 3: SAE 6; |
| J, J/S | Ports 1 & 2: SAE 8; Port 3: SAE 6; |
| K, K/S | Ports 1 & 2: SAE 10; Port 3: SAE 6; |
| U, U/S | Ports 1 & 2: 3/8" BSPP; Port 3: 1/4" BSPP; |
| V, V/S | Ports 1 & 2: 1/2" BSPP; Port 3: 1/4" BSPP; |
| W, W/S | Ports 1 & 2: 3/4" BSPP; Port 3: 1/4" BSPP; |
技术特性 [ + ]
先导控制式,平衡滑阀结构顺序阀在进口(口1)压力超过阀的设定值之后开启,并为次级回路供油。顺序阀的设定值控制口1的压力,并受到外泄口(口3)压力的影响。此类阀对口2(顺序口)压力不敏感,取决于设定值。如果回路中有压力存在,它们可以用来代替2口溢流阀完成对压力的调节。此外,此类阀内部集成单向阀,可以提供从口2(顺序口)到口1(进口)逆向液流。
- 所有3口顺序阀在尺寸和功能上可互换(如:给定的外形结构尺寸阀拥有相同的流道,相同的插孔)。
- 当与口3(外泄)压力相关的口1(进口)压力超过阀的设定值而升高时,先导流量随之增加。
- 口3处的压力直接以1:1的比例增加到阀的设定值上,口3处的压力不能超出5000 psi(350 bar)。
- 因为滑阀的泄漏,不适合使用在负载锁紧应用中。
- 利用Sun浮动结构减少由于过量安装扭矩或插孔/插装阀加工误差带来的内部零件粘结的可能性。
技术数据 [ + ]
| 阀块类型 | 管式安装管式安装 |
| 通流能力 | 30 gpm120 L/min. |
| 安装孔直径 | .28 in.7,1 mm |
| 安装孔深度 | ThroughThrough |
| 安装孔数量 | 22 |
常见问题 [ + ]
There are exactly 250 Sun drops in a cubic inch or 15 in a cc.
Reasons to anodize:
- To increase corrosion resistance. Sun uses 6061-T651 aluminum. It is one of the most corrosion resistant aluminum alloys there is. Whether or not anodizing improves the corrosion resistance of 6061 aluminum is debatable. We have yet to have a manifold returned because of corrosion.
- Appearance (color). The 2 colors that would appeal to Sun would be blue or black. Unfortunately these are the colors that are hardest to do consistently.
- To provide a hard wear surface. Sun does not make parts-in-body valves. The manifold is just plumbing. We don't need a wear surface.
- Because everyone else does it. Bad reason.
Reasons to not anodize:
- Cost. It's another process.
- Logistics. When you make tens of thousands of manifolds a month and you anodize hundreds, it's a problem. Consistency. See above.
- Stamping. After a body is anodized you cannot do any more stamping without making a mess.
Inspection. Have you ever tried to look for burrs in a black anodized body? It's the old blackboard factory at night scenario. - Torque. You will experience an increase in breakaway torque when removing items from an anodized manifold.
- Fatigue life. This is the best reason to not anodize. Fatigue failure is a very complex phenomenon. What it takes to initiate a crack is difficult to predict. What it takes to propagate a crack is readily defined. Anodizing produces a very thin, very hard, and very brittle surface on aluminum. The first time you pressurize an anodized aluminum manifold you have initiated fatigue cracks. Whether or not the stress is enough to propagate the cracks is a matter of pressure and manifold geometry. Anodizing an aluminum manifold grossly reduces the fatigue life by anywhere from 20% to 50%.
Direct acting valves are used to prevent over pressure and pilot operated valves are used to regulate pressure. If you are unsure, use a direct acting valve. Sun's direct acting valves are very fast, dirt tolerant, stable, and robust. Sun's pilot operated valves are moderately fast, they have a low pressure rise vs. flow curve, and they are easy to adjust.
备注 [ + ]
- Important: Carefully consider the maximum system pressure. The pressure rating of the manifold is dependent on the manifold material, with the port type/size a secondary consideration. Manifolds constructed of aluminum are not rated for pressures higher than 3000 psi (210 bar), regardless of the port type/size specified.
- For detailed information regarding the cartridges contained in this assembly, click on the models codes shown in the Included Components tab.
额外来源 [ + ]